
สาระน่ารู้เกี่ยวกับการพิมพ์ออฟเซต
การควบคุมคุณภาพทางการพิมพ์ออฟเซต (3)
ดร.อนันต์ ตันวิไลศิริ
หัวหน้าสาขาวิชาเทคโนโลยีการพิมพ์และสื่อสารมวลชน มหาวิทยาลัยเทคโนโลยีราชมงคลธัญบุรี
[email protected]
ในการควบคุมคุณภาพทางการพิมพ์ออฟเซต ค่าที่ได้จากการวัด เช่น ค่าสี ค่าความดำหรือความเข้มสี ค่าการทับซ้อนกันของสี จะสามารถบอกปัญหาหรือการประเมินสาเหตุของปัญหาทางการพิมพ์ได้ ดังนั้นความเข้าใจทางด้านพื้นฐานต่างๆ ของค่าที่วัดจึงเป็นสิ่งที่สำคัญ และทำให้ผู้ควบคุมคุณภาพทางการพิมพ์สามารถประเมินสาเหตุของปัญหาและวิธีการแก้ไขได้นั้นเอง
ค่าความดำ (Density)
ค่าความดำในการพิมพ์ได้มีการเรียกกันในหลายรูปแบบด้วยกัน เช่น ค่าความเข้ม หรือค่าเดนซิตี้ เป็นค่าที่ได้จากการวัดในโหมด Density ในเครื่องมือวัด ค่าความดำในการพิมพ์งานจะเกิดจากการวัดในช่องพื้นทึบในแถบควบคุมคุณภาพทางการพิมพ์ ดังแสดงในภาพที่ 1
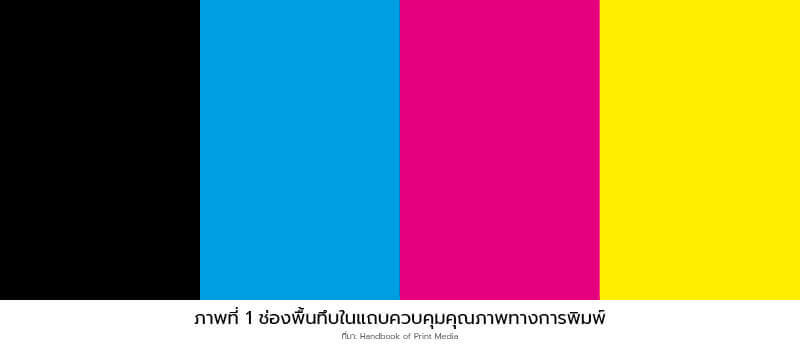
โดยปกติในการพิมพ์งานจะทำการวัดค่าความดำของสี CMYK เพื่อใช้ในการควบคุมคุณภาพในการพิมพ์งาน หากมีการพิมพ์งานที่มีสีพิเศษ ส่วนใหญ่จะมีแถบสีพิเศษนั้นๆ อยู่ในแถบควบคุมคุณภาพทางการพิมพ์เช่นเดียวกัน ค่าความดำในการพิมพ์ที่แตกต่างกันในการพิมพ์งานจะมีผลมาจากความหนาของชั้นหมึกพิมพ์นั้นเอง ความสัมพันธ์ของความหนาของชั้นหมึกพิมพ์ จะสามารถแสดงได้ดังภาพที่ 2
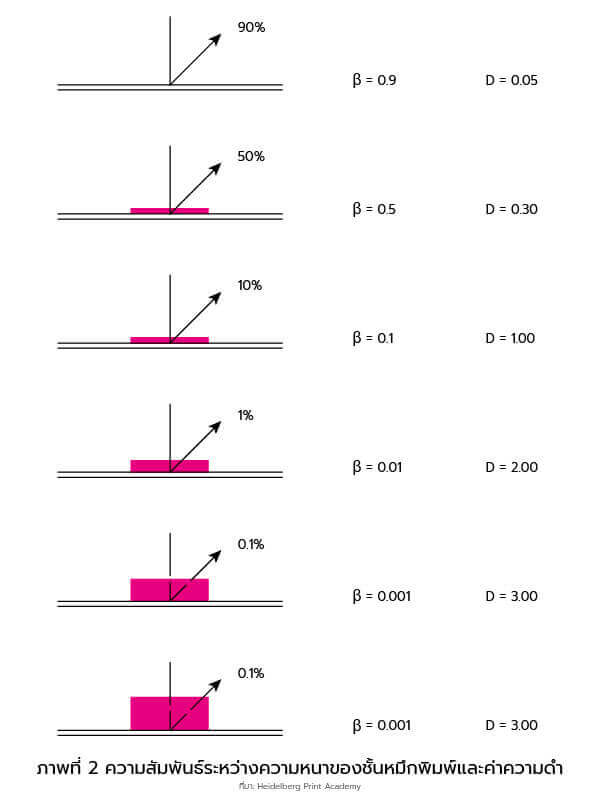
จากภาพที่ 2 จะแสดงให้เห็นถึงความสัมพันธ์ระหว่างค่าความดำและความหนาของชั้นหมึกพิมพ์ โดยความหนาของชั้นหมึกพิมพ์ที่มากขึ้นทำให้ค่าความดำสูงขึ้นด้วยนั้นเอง จากรูปที่ 1 ในภาพ แสดงให้เห็นว่า เมื่อเรามีการนำเครื่องมือวัดค่าความดำไปวัดที่กระดาษขาว จะสังเกตได้ว่า ค่าความดำ จะมีค่า D 0.05 ซึ่งค่าความดำนี้จะเกิดจากการที่แสงจากเครื่องมือวัดส่องลงไปยังกระดาษและแสงบางส่วนไม่สามารถสะท้อนกลับมาได้ ทำให้เกิดค่าความดำของกระดาษ ดังนั้นในการวัดค่าความดำทุกครั้งจึงต้องมีการวัดค่าความดำของกระดาษก่อนทุกครั้ง และเครื่องมือวัดจะทำการจำค่าความดำของกระดาษและชดเชยในการวัดค่าความดำของสีต่างๆ จึงจะได้ค่าความดำของหมึกพิมพ์ที่ถูกต้อง
จากรูปที่ 2-5 จะสังเกตได้ว่าความหนาของชั้นหมึกพิมพ์ที่มากขึ้น จะทำให้การสะท้อนแสงจากการวัดลดน้องลง และให้ค่าความดำที่สูงมากขึ้นนั้นเอง แต่ในรูปที่ 5 และ 6 จะแสดงให้เห็นว่า ความหนาของชั้นหมึกพิมพ์ที่มากขึ้น ไม่ได้ส่งผลต่อค่าความดำอีกต่อไป เนื่องจากการสะท้อนแสงจากหมึกพิมพ์มีค่าเท่าเดิม ทำให้สามารถสรุปได้ว่า ค่าความดำของหมึกพิมพ์ที่ได้จากการวัดของเครื่องมือวัด จะมีค่าความดำสูงสุด ณ จุดหนึ่ง และไม่สามารถแสดงค่าความดำได้มากกว่านี้ ถึงแม้ว่าจะพิมพ์งานด้วยชั้นหมึกพิมพ์ที่หนามากขึ้น
ดังนั้นในการพิมพ์งานด้วยเครื่องพิมพ์ออฟเซต จึงได้มีการกำหนดค่าความดำมาตรฐานในการพิมพ์งาน เพื่อให้เหมาะสมกับการพิมพ์ลงบนกระดาษแต่ละชนิด และได้ความหนาของชั้นหมึกพิมพ์ที่ถูกต้อง ไม่ทำให้เกิดปัญหาของการแห้งตัวในระหว่างการพิมพ์งาน ค่าความดำตามมาตรฐานโดยทั่วไปจะแสดงในภาพที่ 3
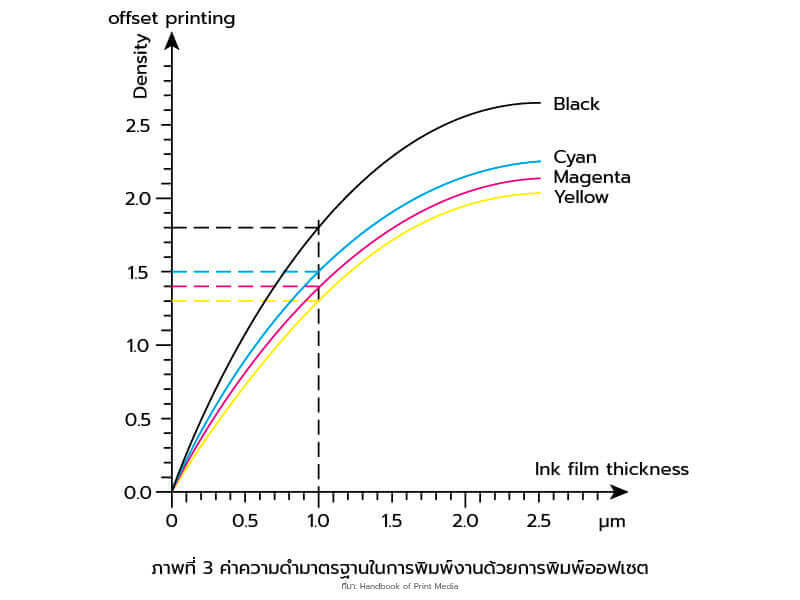
จากภาพที่ 3 แสดงให้เห็นว่า ความหนาของชั้นหมึกพิมพ์ที่เหมาะสมในการพิมพ์งานด้วยระบบการพิมพ์ออฟเซต จะอยู่ที่ความหนาประมาณ 1 ไมครอน จากความหนาของชั้นหมึกพิมพ์ดังกล่าว ค่าความดำของหมึกพิมพ์แต่ละสี (C M Y และ K) จะมีค่าความดำมาตรฐานที่แตกต่างกัน จากภาพเป็นการพิมพ์งานด้วยหมึกพิมพ์ C M Y และ K ลงบนกระดาษเคลือบผิว ทำให้ได้ค่าความดำมาตรฐานดังนี้
C = 1.5
M = 1.4
Y = 1.3
K = 1.8
ค่าความดำที่เหมาะสมที่ได้จากการพิมพ์งานด้วยเครื่องพิมพ์ออฟเซต จะมีค่าความดำที่แตกต่างกัน เนื่องจากปัจจัยหลายประการด้วยกัน เช่น วัสดุใช้พิมพ์ (กระดาษ, พลาสติก), ลักษณะของเครื่องพิมพ์ (ระบบการทำแห้ง, ส่วนรองรับกระดาษ) หมึกพิมพ์ที่ใช้ (หมึกพิมพ์ UV, หมึกพิมพ์ธรรมดา) ยกตัวอย่างเช่น กระดาษแต่ละชนิดมีการซึมตัวของหมึกพิมพ์ที่แตกต่างกันไป เช่น หมึกพิมพ์บนกระดาษเคลือบผิว (กระดาษอาร์ต) จะซึมตัวลงในกระดาษได้น้อยกว่ากระดาษไม่เคลือบผิว (กระดาษปอนด์) ทำให้ค่าความดำของหมึกพิมพ์ที่พิมพ์ด้วยความหนาของชั้นหมึกพิมพ์ที่เท่ากัน มีค่าความดำที่แตกต่างกัน
ดังนั้นการตั้งค่าความดำมาตรฐานสำหรับแต่ละโรงพิมพ์ จึงไม่จำเป็นต้องมีค่าความดำมาตรฐานที่เหมือนกัน เนื่องจากแต่ละโรงพิมพ์มีการใช้วัสดุ เครื่องพิมพ์ รวมถึงหมึกพิมพ์ที่ใช้ ที่แตกต่างกัน แต่โรงพิมพ์ควรจะมีการทดลองและทดสอบหาค่าความดำที่เหมาะสมในการพิมพ์งานบนวัสดุแต่ละประเภท ด้วยหมึกพิมพ์แต่ละยี่ห้อ เพื่อให้ได้ค่าความดำมาตรฐานในการพิมพ์งาน และสามารถตั้งค่าความดำดังกล่าวให้เป็นค่าความดำมาตรฐานของโรงพิมพ์ (In-house Standard) เพื่อเป็นแนวทางในการควบคุมคุณภาพทางการพิมพ์ของโรงพิมพ์ต่อไป
ค่าความดำในการพิมพ์งานด้วยระบบการพิมพ์ออฟเซตเป็นสิ่งที่สำคัญมาก เพราะเป็นค่าที่ส่งผลต่อค่าสี ค่าการเกิดเม็ดสกรีนบวม ค่าการทับซ้อนกันของสี เป็นต้น และยังเป็นพื้นฐานที่สำคัญในการทำระบบการจัดการสี (CMS) ทำให้การหาค่าความดำมาตรฐานที่เหมาะสมสำหรับโรงพิมพ์เป็นสิ่งที่สำคัญ การเปลี่ยนแปลงกระดาษ หมึกพิมพ์ น้ำยาฟาวน์เทน จะส่งผลต่อค่าความดำในการพิมพ์งาน จึงต้องมีการทดสอบและกำหนดค่าความดำมาตรฐานขึ้นมาใหม่ทุกครั้ง หากมีการเปลี่ยนแปลงวัสดุในการพิมพ์ดังกล่าว เพื่อให้การควบคุมคุณภาพทางการพิมพ์เป็นไปได้อย่างถูกต้อง สำหรับค่าความดำในการพิมพ์งานนั้นจะส่งผลต่อขอบเขตสีในการพิมพ์งานเช่นเดียวกัน ดังแสดงในรูปที่ 4
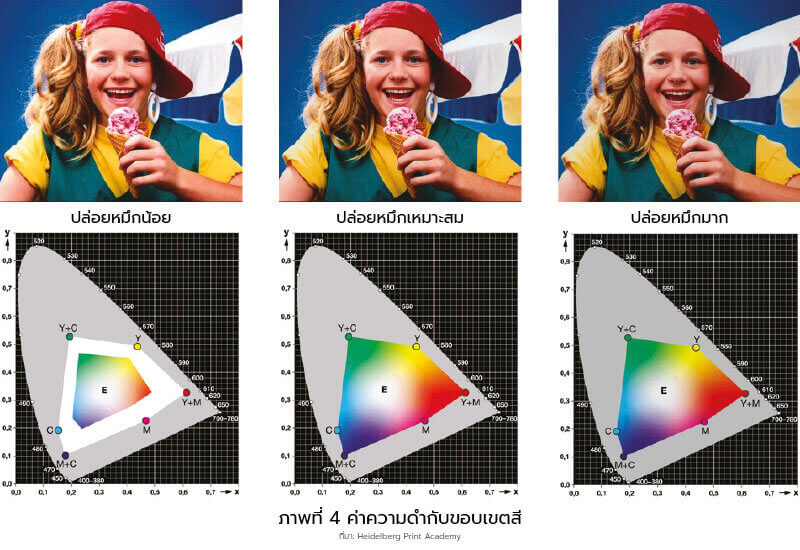
จากภาพที่ 4 แสดงให้เห็นว่า ค่าความดำที่เหมาะสมจะให้ได้ขอบเขตสีในการพิมพ์งานที่ถูกต้อง การพิมพ์งานที่ได้ค่าความดำที่น้อย จะทำให้ภาพพิมพ์มีสีซีดจาง และทำให้ขอบเขตสีแคบลง การพิมพ์งานด้วยค่าความดำที่สูง ทำให้ภาพพิมพ์มีสีที่เข้ม แต่ไม่ทำให้ขอบเขตสีกว้างมากขึ้น ขอบเขตสีที่ถูกต้องจะเกิดจากวัสดุที่ใช้พิมพ์และค่าความดำที่เหมาะสม
หมึกพิมพ์ต่างกัน ค่าความดำต่างกัน?
หลายโรงพิมพ์ประสบปัญหาเวลาที่มีการเปลี่ยนหมึกพิมพ์ ทำให้พิมพ์งานได้สีไม่เหมือนเดิม หรือเกิดปัญหาทางการพิมพ์หลายๆ อย่างเกิดขึ้น ปัญหาดังกล่าวจะมาจากหมึกพิมพ์ที่แตกต่างกัน จะมีสมบัติในด้านต่างๆ ที่แตกต่างกันไปด้วย เช่น ปริมาณหมึกที่ใช้ในการพิมพ์เพื่อให้ได้ค่าความดำที่ต้องการ การรวมตัวของน้ำยาฟาวน์เทน การแห้งตัว เป็นต้น
จากภาพที่ 5 เป็นตัวอย่างของหมึกพิมพ์ที่แตกต่างกันและแสดงให้เห็นว่า หมึกพิมพ์ที่แตกต่างกันจะส่งผลโดยตรงกับค่าความดำ หมึกพิมพ์ A ที่มีสารให้สีมากกว่า จะใช้ปริมาณหมึกพิมพ์ในการพิมพ์ประมาณ 1 ไมครอน จะสามารถให้ค่าความดำที่ 1.40 แต่หมึกพิมพ์ B ที่มีสารให้สีน้อยกว่า จะต้องใช้ปริมาณหมึกพิมพ์ในการพิมพ์ประมาณ 1.5 ไมครอน เพื่อให้ได้ค่าความดำที่เท่ากัน ซึ่งการใช้ปริมาณหมึกพิมพ์ที่มากขึ้นในการพิมพ์งาน อาจจะส่งผลให้เกิดปัญหาอื่นๆ ตามมา เช่น หมึกพิมพ์แห้งตัวช้า ใช้น้ำยาฟาวน์เทนเพิ่มมากขึ้น ใช้แป้งมากขึ้นเพื่อช่วยการแห้งตัว และลดปัญหาการซับหลังที่เกิดจากหมึกพิมพ์แห้งช้า สำหรับค่าสีที่มีความแตกต่างจากหมึกพิมพ์ ถึงแม้จะพิมพ์ด้วยค่าความดำที่เท่ากัน จะเกิดจากการที่หมึกพิมพ์แต่ละยี่ห้อ มีการใช้สารให้สีที่แตกต่างกันไป ทำให้ในการพิมพ์งานที่ได้ค่าความดำที่เท่ากันจะทำให้ได้ค่าสีที่แตกต่างกัน ดังนั้นการเลือกใช้หมึกพิมพ์ที่เหมาะสมกับเครื่องพิมพ์ น้ำยาฟาวน์เทน จึงเป็นสิ่งที่สำคัญมากต่อการควบคุมคุณภาพทางการพิมพ์ เพื่อให้ได้งานพิมพ์ที่มีคุณภาพ และตอบสนองความพึงพอใจของลูกค้า